
- product -

产品介绍:RL-Z100氧气分析系统采用氧化锆锆电势原理,能够实现从微量到高浓度的宽量程氧气在线检测。 该仪器响应迅速、精度高、使用寿命长且标校周期长,配备彩色液晶屏实时显示氧量、日期等参数,内 置采样泵稳定可靠,通讯协议兼容性强,可便捷替换市面多数氧分析仪。……

RL-Z100氧气分析系统采用氧化锆锆电势原理,能够实现从微量到高浓度的宽量程氧气在线检测。该仪器响应迅速、精度高、使用寿命长且标校周期长,配备彩色液晶屏实时显示氧量、日期等参数,内置采样泵稳定可靠,通讯协议兼容性强,可便捷替换市面多数氧分析仪。

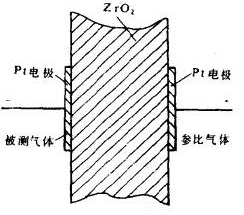
测量原理 氧化锆锆电势
测量范围: 0.00~25.00 %(量程可任意选择)
精 度: ≤±5%FS(0.00-10ppm)
≤±2%FS(10-100ppm)
≤±2%FS(100-1000ppm-25%)
重 复 性: ≤±1%F.S;
稳 定 性: 零点漂移 ≤±1%F.S/7d
量程漂移 ≤±1%F.S/7d
响应时间: τ90≤10S;
样气流量: (400±40)mL/min;
存储间隔: 以秒为单位(任意设置)
数字输出: 标准的RS485/RS232通讯口,可与计算机实现双向通讯 ;
模拟输出: 4~20mA标准输出信号,负载电阻小于500欧(0~10V可选);
工作环境: 温度:-15℃~+45℃;
湿度:≤90%RH
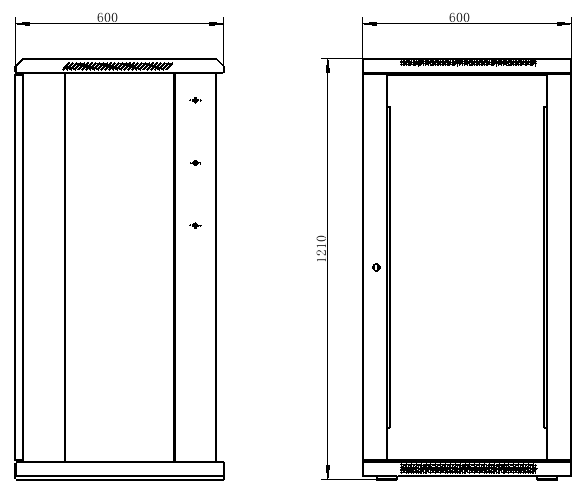
重 量 :50kg
样气压力: 0.05 MPa≤入口压力≤0.25MPa;
样气要求: 无尘、无油、无水

1.高性能传感器
采用氧化锆锆电势原理,响应速度快、测量精度高、使用寿命长、标校周期长。
2.清晰大屏显示
配备图形点阵彩色LCD屏,显示清晰细腻,可同时显示氧量、日期、时间等参数。
3.量程精准测量
测量范围大,可实现从PPm到百分含量的准确测量。
4.可靠采样与灵活通讯
内置寿命长、工作可靠的采样泵,通讯协议方便快捷。

| 氧化锆锆电势工作原理 |
氧化锆传感器,是应用高温状态下的氧化锆的独特物理性质,使用氧化锆传感器通过测量样气中的氧分压来测量氧。氧化锆锆电势锆管需要要被加热到750℃左右,最低可测量10PPm以下。

产品广泛应用于冶金、反应釜、空气分离、回流焊、气体生产制造、化工流程、电子行业保护性气体以及玻璃、建材等领域的氧气含量在线分析。


返回顶部

 当前位置:
当前位置:












